Зміст:
- Різновиди поліпропіленових труб
- Процес пайки поліпропіленових труб
- Час пайки поліпропіленових труб
- Варіанти з'єднань
- Етапи зварювання поліпропіленових труб
- Можливі помилки під час паяння труб
Сьогодні поліпропіленові труби активно використовуються для створення каналізаційної розводки, систем водопроводу та інших комунікацій. Вони просто монтуються. На ринку можна з легкістю підібрати трубу потрібного діаметра. Єдине, їхнє зварювання вимагає особливої обережності та спеціального обладнання.

Поліпропіленові труби мають безліч переваг. Головні їхні переваги перед сталевим і чавунним прокатом:
- герметичність;
- простота монтажу;
- максимальний захист від протікання;
- безліч варіантів на ринку.
Якщо ви неправильно припаяєте поліпропіленові заготовки, може статися протікання труб або некоректна робота системи водопостачання/каналізації. Ми розповімо, яке обладнання вибрати для з'єднання труб, а також допоможемо визначити температурний режим пайки залежно від розмірів виробів.

Різновиди поліпропіленових труб
Поліпропіленові труби (ПП) виготовляють із різних за ступенем стійкості до температур полімерів.
Існує 4 класи пластикових труб:
- PN10. Такі вироби призначені виключно для водопроводу, по трубах якого буде текти холодна вода. Максимальна температура експлуатації — +40 градусів Цельсія.
- PN16. Стануть ідеальним рішенням для трубопроводів, у системі яких циркулює вода, що не має температуру понад +60 градусів Цельсія.
- PN20. Використовуються для гарячого і холодного водопостачання, оскільки витримують температуру +95 градусів Цельсія. Їх можна застосовувати для систем опалення, які функціонують нетривалий час.
- PN25. Витримують температуру до 95 градусів Цельсія. На відміну від попереднього варіанту виробів, підходять для систем опалення, гаряча вода по трубах яких тече тривалий час.
Зварювання поліпропіленових труб повинне відбуватися з урахуванням усіх рекомендацій. В іншому випадку, може бути порушена герметичність системи.
Процес пайки поліпропіленових труб
Пайка — нескладний процес, але ваше завдання як майстра - не допустити перегріву деталей, що призводить до деформації труб і порушення системи водопостачання. З'єднання ПП відбувається шляхом нагрівання кінців виробів. Полімер, що входить до складу труб, розплавляється, що забезпечує приєднання деталей.

Спаювання пропіленових труб виходить надійним, оскільки під час розігріву матеріалу молекули з'єднуються одна з одною, утворюючи міцний зв'язок. Якість з'єднання безпосередньо залежатиме від дотримання температурного режиму.
Особливості пайки ПП:
- під час роботи паяльним апаратом враховуйте не тільки температуру нагрівання, а й час утримання приладу на кінцях труб;
- звертайте увагу на температуру довкілля — вона має бути вищою за 0 градусів Цельсія;
- якщо не дотримуватися часу пайки (недогрів або перегрів), може статися деформація труб, дегерметизація, утворення напливів на швах, виникнення статичної напруги;
- усі деталі потрібно спаювати разом, адже послідовне спаювання заготовок призводить до нерівномірної дифузії.
Таким чином, правильна пайка водопровідних труб пройде на висоті, якщо ви будете враховувати температурний режим і підберете оптимальний час впливу паяльником.
Час пайки поліпропіленових труб
Час пайки, температура нагріву труб і час охолодження апарату залежать від діаметра труби. Дивіться наступну таблицю, з якої ви визначите потрібні параметри.

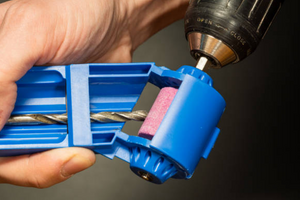
Перед початком зварювання армованої ПП-труби деталь обробляють спеціальним пристосуванням, іменованим шейвером. Температура пайки поліпропіленових виробів варіюється в діапазоні 259-280 градусів. Найчастіше вам потрібно розігрівати поверхню до 260 градусів.
Варіанти з'єднань
Перед пайкою труб виберіть тип зварювання. Існує 3 варіанти зварювання:
- Муфтове зварювання. Муфта має трохи менший діаметр, ніж труба. Під час нагрівання плавиться зовнішня поверхня труби і частина муфти. Користується високою популярністю.
- Стикове зварювання. Найчастіше використовується у виробничих умовах. Бортики труб плавлять і з'єднують встик. Використовується рідко, оскільки важко забезпечити ідеальну співвісність.
- Холодне зварювання. Передбачає застосування клею. Трубу обробляють спеціальним складом із розчинником. Поліпропілен розм'якшується, тому деталі можна вставити одна в одну. З'єднання виходить не дуже міцним, при цьому клей сохне довго.
У побуті найчастіше вдаються до пайки труб паяльником. З'єднувати можна вироби, виконані з однакових матеріалів. Торці і фітинги стикують щільно. Поліпропілен нагрівають до в'язкої плинності. Вирівняти матеріал потрібно за 2-4 секунди, оскільки нагрітий поліпропілен швидко твердне.

Етапи зварювання поліпропіленових труб
Пластикові труби паяють паяльником. Необхідно суворо дотримуватися інструкції і дотримуватися всіх етапів процедури.
Етапи пайки ПП-труб:
- Підготовчий. Зобразіть схему трубопроводу на папері. Заздалегідь розрахуйте довжину трубопроводу. Муфти купуйте із запасом. Також потрібно розмістити паяльник на рівній поверхні, щоб випадково не перевернути. Пристрій розігрівають до температури 260 градусів. Труби розрізають під прямим кутом спеціальними ножицями. Місце зрізу шліфують, наносять знежирювач (мильний розчин).
- Розігрів поліпропілену. При розігріванні виробів контролюйте глибину розплавлення. Дотримуйтесь часу нагрівання (дивіться таблицю). Якщо знехтувати цією рекомендацією, може бути порушена геометрія. Як наслідок, у вас не вийде зістикувати труби без зазору.
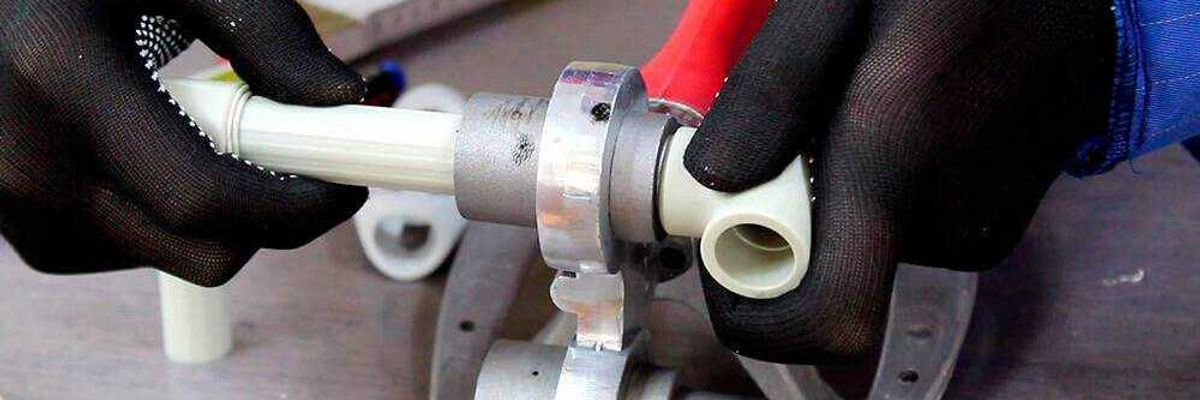
- Безпосередньо пайка. Рухи під час варіння труб мають бути чіткими і швидкими. Частина труби має увійти у фітинг до потрібної позначки. Нагріті фрагменти прикладайте один до одного. Коригування положення можливе протягом кількох секунд. Деталі заборонено повертати або згинати.
- Охолодження. Перевірка герметичності. Шов не можна охолоджувати примусово. Різкі коливання температури можуть призвести до утворення тріщин або деформацій у зоні плавки.
Важливо! На підготовчому етапі заборонено обробляти труби горілкою, спиртом, бензином, ацетоном. Річ у тім, що такі агресивні склади здатні зруйнувати текстуру поліпропілену.
_1.jpg)
У деяких випадках здійснювати зварювання у важкодоступних місцях неможливо. У такій ситуації рекомендуємо вдатися до розчинника. Холодний спосіб зварювання дозволяє на деякий час розм'якшити пластик у місці з'єднання. Не пропустіть момент. Починайте відразу приступати до зварювання.
Можливі помилки під час паяння труб
Під час пайки труб можливі різні проблеми. Як правило, вони пов'язані з такими помилками:
- не було зроблено очищення металу від жирової плівки;
- неправильно виконано зріз труб;
- кінець труби не до кінця впроваджений у фітинг;
- не було знято армований шар із труби;
- здійснювали коригування положення труб після схоплювання матеріалу.

При допущенні помилок під час зварювання можлива внутрішня деформація труби, коли розплавлений пластик перекриває прохід труби. Надалі в місці з'єднання з'являються засмічення, що перешкоджають нормальному руху води.