Содержание:
Разновидности полипропиленовых труб
Процесс пайки полипропиленовых труб
Время пайки полипропиленовых труб
Варианты соединений
Этапы сварки полипропиленовых труб
Возможные ошибки при пайке труб
Сегодня полипропиленовые трубы активно используются для создания канализационной разводки, систем водопровода и прочих коммуникаций. Они просто монтируются. На рынке можно с лёгкостью подобрать трубу нужного диаметра. Единственное, их сварка требует особой осторожности и специального оборудования.

Полипропиленовые трубы имеют множество достоинств. Главные их преимущества перед стальным и чугунным прокатом:
- герметичность;
- простота монтажа;
- максимальная защита от протечек;
- множество вариантов на рынке.
Если вы неправильно припаяете полипропиленовые заготовки, может произойти протекание труб или некорректная работа системы водоснабжения/канализации. Мы расскажем, какое оборудование выбрать для соединения труб, а также поможем определить температурный режим пайки в зависимости от размеров изделий.

Разновидности полипропиленовых труб
Полипропиленовые трубы (ПП) изготавливают из различных по степени устойчивости к температурам полимеров.
Существует 4 класса пластиковых труб:
- PN10. Такие изделия предназначены исключительно для водопровода, по трубам которого будет течь холодная вода. Максимальная температура эксплуатации — +40 градусов Цельсия.
- PN16. Станут идеальным решением для трубопроводов, в системе которых циркулирует вода, не имеющая температуру свыше +60 градусов Цельсия.
- PN20. Используются для горячего и холодного водоснабжения, поскольку выдерживают температуру +95 градусов Цельсия. Их можно применять для систем отопления, которые функционируют непродолжительное время.
- PN25. Выдерживают температуру до 95 градусов Цельсия. В отличие от предыдущего варианта изделий, подходят для систем отопления, горячая вода по трубам которых течет длительное время.
Сварка полипропиленовых труб должна совершаться с учётом всех рекомендаций. В противном случае, может быть нарушена герметичность системы.
Процесс пайки полипропиленовых труб
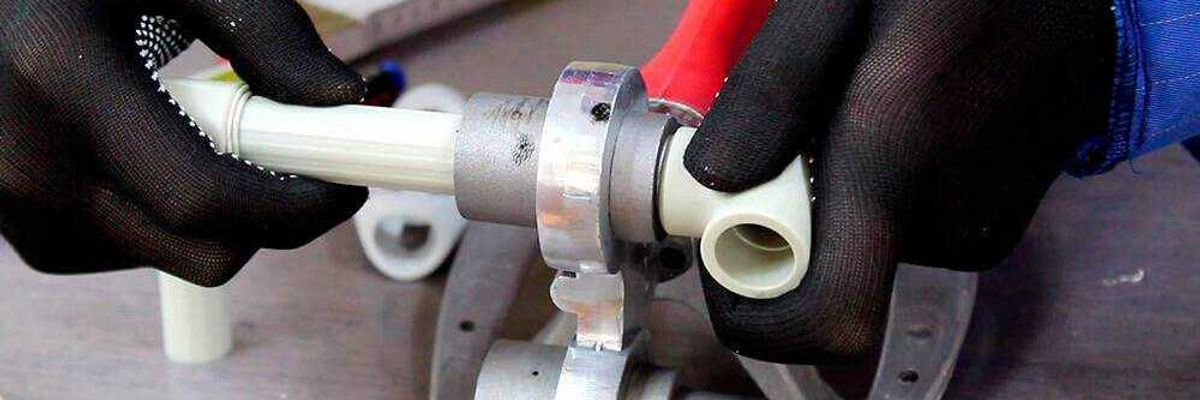
Пайка — не сложный процесс, но ваша задача как мастера — не допустить перегрева деталей, приводящего к деформации труб и нарушению системы водоснабжения. Соединение ПП совершается путем нагрева концов изделий. Полимер, входящий в состав труб, расплавляется, что обеспечивает присоединение деталей.

Спаивание пропиленовых труб получается надёжным, поскольку во время разогрева материала молекулы соединяются друг с другом, образуя прочную связь. Качество соединения напрямую будет зависеть от соблюдения температурного режима.
Особенности пайки ПП:
- при работе паяльным аппаратом учитывайте не только температуру нагрева, но и время удержания прибора на концах труб;
- обращайте внимание на температуру окружающей среды — она должна быть выше 0 градусов Цельсия;
- если не соблюдать время пайки (недогрев или перегрев), может произойти деформация труб, дегерметизация, образование наплывов на швах, возникновение статического напряжения;
- все детали нужно спаивать вместе, ведь последовательная спайка заготовок приводит к неравномерной диффузии.
Таким образом, правильная пайка водопроводных труб пройдёт на высоте, если вы будете учитывать температурный режим и подберете оптимальное время воздействия паяльником.
Время пайки полипропиленовых труб
Время пайки, температура нагрева труб и время остывания аппарата зависят от диаметра трубы. Смотрите следующую таблицу, из которой вы определите нужные параметры.

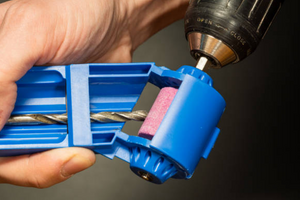
Перед началом сварки армированной ПП-трубы деталь обрабатывают специальным приспособлением, именуемым шейвером. Температура пайки полипропиленовых изделий варьируется в диапазоне 259-280 градусов. Чаще всего вам нужно разогревать поверхность до 260 градусов.
Варианты соединений
Перед пайкой труб выберите тип сварки. Существует 3 варианта сварки:
- Муфтовая сварка. Муфта имеет чуть меньший диаметр, чем труба. При нагреве плавится внешняя поверхность трубы и часть муфты. Пользуется высокой популярностью.
- Стыковая сварка. Чаще всего используется в производственных условиях. Бортики труб плавят и соединяют встык. Используется редко, поскольку трудно обеспечить идеальную соосность.
- Холодная сварка. Предполагает применение клея. Трубу обрабатывают специальным составом с растворителем. Полипропилен размягчается, поэтому детали можно вставить друг в друга. Соединение получается не очень прочным, при этом клей сохнет подолгу.
В быту чаще всего прибегают к пайке труб паяльником. Соединять можно изделия, выполненные из одинаковых материалов. Торцы и фитинги стыкуют плотно. Полипропилен нагревают до вязкой текучести. Выровнять материал нужно за 2-4 секунды, поскольку нагретый полипропилен быстро твердеет.

Этапы сварки полипропиленовых труб
Пластиковые трубы паяют паяльником. Необходимо строго следовать инструкции и соблюдать все этапы процедуры.
Этапы пайки ПП-труб:
- Подготовительный. Изобразите схему трубопровода на бумаге. Заранее рассчитайте длину трубопровода. Муфты приобретайте с запасом. Также нужно разместить паяльник на ровной поверхности, чтобы случайно не перевернуть. Устройство разогревают до температуры 260 градусов. Трубы разрезают под прямым углом специальными ножницами. Место среза шлифуют, наносят обезжириватель (мыльный раствор).
- Разогрев полипропилена. При разогревании изделий контролируйте глубину расплавления. Соблюдайте время нагрева (смотрите таблицу). Если пренебречь этой рекомендацией, может быть нарушена геометрия. Как следствие, у вас не получится состыковать трубы без зазора.
- Непосредственно пайка. Движения во время варки труб должны быть чёткими и быстрыми. Часть трубы должна войти в фитинг до нужной отметки. Нагретые фрагменты прикладывайте друг к другу. Корректировка положения возможна в течение нескольких секунд. Детали запрещено поворачивать или сгибать.
- Охлаждение. Проверка герметичности. Шов нельзя охлаждать принудительно. Резкие колебания температуры могут привести к образованию трещин или деформациям в зоне плавки.
Важно! На подготовительном этапе запрещено обрабатывать трубы водкой, спиртом, бензином, ацетоном. Дело в том, что такие агрессивные составы способны разрушить текстуру полипропилена.
_1.jpg)
В некоторых случаях совершать сварку в труднодоступных местах не предоставляется возможным. В такой ситуации рекомендуем прибегнуть к растворителю. Холодный способ сварки позволяет на некоторое время размягчить пластик в месте соединения. Не упустите момент. Начинайте сразу приступать к сварке.
Возможные ошибки при пайке труб
Во время пайки труб возможны различные проблемы. Как правило, они связаны со следующими ошибками:
- не было сделано очищение металла от жировой пленки;
- неправильно выполнен срез труб;
- конец трубы не до конца внедрён в фитинг;
- не был снят армированный слой с трубы;
- совершали корректировку положения труб после схватывания материала.

При допущении ошибок во время сварки возможна внутренняя деформация трубы, когда расплавленный пластик перекрывает проход трубы. В последствии в месте соединения появляются засоры, препятствующие нормальному движению воды.